

“Original post ‘The Bottleneck Walk – Practical Bottleneck Detection Part 1’, scritto da Christoph Roser su www.allaboutlean.com. Tradotto dall'inglese con il permesso dell'autore.
Il "Bottleneck Walk" è di gran lunga il mio metodo favorito per determinare i colli di bottiglia in produzione. Tu puoi determinare i colli di bottiglia dinamici senza alcuno sforzo matematico e senza impiegare tempo nella misura. Semplicemente camminando lungo la linea di produzione ed osservandola potrete individuare il collo di bottiglia.
L'argomento è un po' lungo e dunque il metodo verrà spiegato in 2 post.
Il primo post dettaglia come trovare il collo di bottiglia temporaneo. Il secondo post dettaglia come determinare la "big picture" con riferimento ai colli di bottiglia.
Le Osservazioni
Il "Bottleneck Walk" è basato su poche semplici osservazioni in un flusso produttivo. Si osservano inventari selezionati e processi per determinare il collo di bottiglia. Non si ha bisogno di alcuna misura che non possa essere fatta solamente osservando il sistema produttivo. Non c'è bisogno di alcun calcolo.
Osservare i Processi
Una parte del "Bottleneck Walk"è osservare i processi. Guardando al processo o alla macchina, si possono osservare situazioni differenti. Ad esempio:
a) Macchina in Lavorazione;
b) Set Up per il prossimo prodotto;
c) Rottura;
d) In attesa di materiale (Affamata);
e) In attesa si essere scaricata (Bloccata);
f) In Manutenzione
Gli esempi citati sono probabilmente i più comuni, sebbene altri casi specifici siano possibili.
Guardando meramente lo stato del processo, non possiamo dire se il processo sia un bottleneck temporaneo in quell'istante.
Ad ogni modo possiamo essere sicuri quando non sia un collo di bottiglia!
Ogni qualvolta un processo è in attesa di qualcosa questo non puo' essere un collo di bottiglia.
In più, se sappiamo che il processo non è un collo di bottiglia, noi possiamo affermare in quale direzione sia il collo di bottiglia.

Naturalmente, questa teoria è valida anche per le ramificazioni. Per esempio, ci sono 2 parti che necessitano di essere processate ed una di queste manca, allora il collo di bottiglia è nella direzione della parte che manca.
Direzione del Processo "Bottleneck"
Quando osserviamo gli inventari, c'è una cosa da mantenere a mente per rendere l'osservazione più semplice. Poiché la maggior parte dei sistemi hanno usualmente tempi ciclo simili, non ci sono molti tempi di attesa. Ne consegue che con molte osservazioni si potrebbero vedere solo pochi momenti di attesa.
Ad ogni modo, c'è un trucco: Quando osservi un processo e trovi che il processo è in lavorazione su una parte, attendi che il processo finisca. Subito dopo che la parte è finita, può i processo partire con la prossima parte immediatamente? Oppure il processo deve attendere? Anche una piccola attesa delle parti o trasporto può fare la differenza. Dalla mia esperienza è possibile osservare dei tempi di attesa da 15 minuti ad 1 secondo o meno. Questi piccoli tempi di attesa determinano la direzione del collo di bottiglia.
Naturalmente, se la parte successiva è processata senza alcun ritardo, non possiamo osservare la direzione del collo di bottiglia. Questo, ad ogni modo, non è usualmente un problema, come vedremo dopo.
Osservando gli inventari
Se l'inventario è vuoto o piuttosto vuoto, il collo di bottiglia è probabilmente "a monte". Se l'inventario è pieno o piuttosto pieno, il collo di bottiglia è probabilmente "a valle".
La direzione del Bottleneck dagli inventari
Nuovamente, una semplice osservazione degli inventari ci dice la direzione del collo di bottiglia. Osservando un processo usualmente questo ci da una idea chiara della direzione del collo di bottiglia. Gli inventari, dall'altra parte, ci danno una direzione preferita del collo di bottiglia. Più l'inventario è vuoto, più la direzione preferenziale del collo di bottiglia è "a monte". Più l'inventario è pieno, più la direzione preferenziale è "a valle".
Sappiamo quando un inventario è vuoto. Se l'inventario ha un limite definito, per esempio con una FIFO lane, sappiamo anche quando l'inventario è pieno. Purtroppo, non tutti gli inventari hanno un un limite superiore definito. In qualche caso il limite dipende dagli spazi che il lavoratore trova per "stoccare il materiale". In questo caso, la definizione di "pieno" dipende dal "feeling" del lavoratore. Non è un metodo perfetto ma è buono abbastanza.
Dall'esperienza pratica, si può dividere la capacità dell'inventario per tre.
Se l'inventario è pieno per un terzo o meno, il collo di bottiglia è "a monte".
Se l'inventario è tra un terzo o due terzi, non possiamo conoscere la direzione del collo di bottiglia.
Se l'inventario è più di 2/3, allora il bottleneck è "a valle".
Dov'è dunque il collo di bottiglia?
Camminando lungo la linea di produzione ed osservando la direzione del collo di bottiglia in postazioni multiple, possiamo individuare la posizione corrente del collo di bottiglia. Usualmente, disegno una freccia nella direzione del collo di bottiglia. Quando due frecce puntano una verso l'altra ci dovrebbe essere il collo di bottiglia nel mezzo.
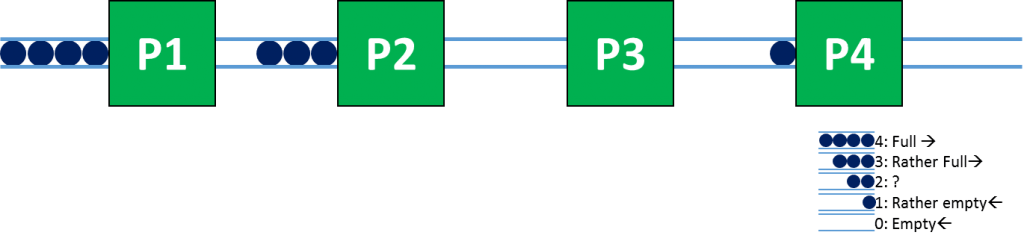
Per gli esempi seguenti utilizzo un semplice sistema consistente in 4 processi e 5 inventari FIFO con un massimo di capacità di 4 parti ciascuno come mostrato sotto. Per gli inventari, poso considerare 0 o 1 come indicazione di collo di bottiglia a monte. 3 o 4 come collo di bottiglia a valle. Se ci sono 2 parti nell'inventario, non possiamo definire la direzione del bottleneck.

Esempi di Sistemi con Collo di Bottiglia
A) Caso Ideale: Un Collo di Bottiglia con tutti i dati coerenti.
Nel caso ideale, noi possiamo osservare la direzione del collo di bottiglia ad ogni processo e ad ogni inventario osservato. Tutte le direzioni puntano a quel processo. L'esempio è mostrato di seguito. La direzione del collo di bottiglia, basato sull'inventario si vede chiaramente.
La direzione del collo di bottiglia per processi è basata sulle osservazioni. In altre parole, il processi P1 aveva un piccolo tempo di attesa per il trasporto ed il processo P3 e P4 erano in attesa di materiali.
Se ne deduce che tutte le frecce puntano al processo P2. Questo processo è di sicuro il collo di bottiglia al momento dell'osservazione.
B) Caso Reale: Dati Incoerenti.
Nella realtà, naturalmente, si possono avere data non chiari per tutte le osservazioni. Dalla mia esperienza, questo non normalmente un problema. Anche se qualche direzione non è chiara, si può ancora avere una buona osservazione di dove sia il collo di bottiglia.
Nell'esempio sottostante non c'è un set completo di direzioni. Ad ogni modo tutte le frecce puntano al processo P2 che deve essere il collo di bottiglia.
C) Più di un collo di bottiglia.
Naturalmente c'è anche la possibilità di 2 colli di bottiglia allo stesso momento, come mostrato nell'immagine sottostante.
Questo è il caso di quando il collo di bottiglia è estremamente dinamico. Non è possibile sapere se il collo di bottiglia si muova da P2 a P4 o da P4 a P2.
Per esempio, potrebbe essere un fermo temporaneo al processo P4 che influenza i processi a lui vicino. Ad ogni modo, il problema puo' essere risolto prima che venga influenzato il processo P2. Ad ogni modo, sappiamo che il collo di bottiglia non è nè il processo P1 nè il processo P2.
Una situazione molto simile è mostrata sotto, ora i 2 colli di bottiglia potenziali sono adiacenti uno all'altro. Nuovamente, l'osservazione è valida sebbene non sia possibile conoscere la direzione del movimento del collo di bottiglia tra i 2 processi.

D) Collo di Bottiglia Fuori dal Sistema.
Un altra possibilità è che il collo di bottiglia è fuori dal sistema osservato. Nell'esempio sotto riportato, la fornitura del materiale è carente. Il sistema non puo' fare molto, il collo di bottiglia è il fornitore.

E' possibile osservare un caso simile dove sia la domanda a vincolare il sistema.
Teoricamente si potrebbe indicare il cliente come collo di bottiglia. Il cliente potrebbe offendersi ma io preferisco avere un (piccolo) collo di bottiglia prossimo al cliente piuttosto che avere frequenti "Stock Out".
E) Collo di Bottiglia in un processo secondario non osservato.
L'ultima possibilità è molto interessante. Le frecce puntano ad un luogo dove non c'è alcun processo. Cosa è accaduto?

Ci sono 3 possibilità:
1) Il collo di bottiglia si è mosso durante l'osservazione. In altre parole si è osservato tra i processi P2 e P3 mentre il collo di bottiglia si è mosso da P3 a P2.
2) Errore di misura. Puo' accadere.
3) Basato sulla mia esperienza è il caso più probabile: Abbiamo mancato di osservare un processo. Da qualche parte tra P2 e P3 c'è un altro processo, magari piccolo, che vincola il sistema. Potrebbe essere un piccolo processo logistico, la velocità di un nastro o altri processi secondari di trasporto.
Normalmente io ho trovato circa il 30% dei colli di bottiglia in processi secondari di questo tipo. Poiché nessuno normalmente si interessa dei processi minori, questi diventano colli di bottiglia molto di frequente. Questo è uno dei punti di forza del "Bottleneck Walk": Si possono trovare colli di bottiglia in posti dove non avresti nemmeno guardato.
Il "Bottleneck Walk" descritto fino ad ora descrive come trovare il collo di bottiglia al momento dell'osservazione. Il prossimo post "Bottleneck Walk - Parte 2" andrà in dettaglio come stabilire la "big picture" e darà consigli aggiuntivi sulla ricerca del collo di bottiglia con una lista di vantaggi e svantaggi.
LeanLab Staff.
Approfondisci altri argomenti con il nostro
Libro degli Esercizi Lean!
Osservare i Processi
Una parte del "Bottleneck Walk"è osservare i processi. Guardando al processo o alla macchina, si possono osservare situazioni differenti. Ad esempio:
a) Macchina in Lavorazione;
b) Set Up per il prossimo prodotto;
c) Rottura;
d) In attesa di materiale (Affamata);
e) In attesa si essere scaricata (Bloccata);
f) In Manutenzione
Gli esempi citati sono probabilmente i più comuni, sebbene altri casi specifici siano possibili.
Guardando meramente lo stato del processo, non possiamo dire se il processo sia un bottleneck temporaneo in quell'istante.
Ad ogni modo possiamo essere sicuri quando non sia un collo di bottiglia!
Ogni qualvolta un processo è in attesa di qualcosa questo non puo' essere un collo di bottiglia.
In più, se sappiamo che il processo non è un collo di bottiglia, noi possiamo affermare in quale direzione sia il collo di bottiglia.
- Se il processo è in attesa di parti, il collo di bottiglia è da qualche parte "a monte" del processo.
- Se il processo è in attesa di trasporti o è bloccato, il collo di bottiglia è da qualche parte "a valle".

Naturalmente, questa teoria è valida anche per le ramificazioni. Per esempio, ci sono 2 parti che necessitano di essere processate ed una di queste manca, allora il collo di bottiglia è nella direzione della parte che manca.
Direzione del Processo "Bottleneck"
Quando osserviamo gli inventari, c'è una cosa da mantenere a mente per rendere l'osservazione più semplice. Poiché la maggior parte dei sistemi hanno usualmente tempi ciclo simili, non ci sono molti tempi di attesa. Ne consegue che con molte osservazioni si potrebbero vedere solo pochi momenti di attesa.
Ad ogni modo, c'è un trucco: Quando osservi un processo e trovi che il processo è in lavorazione su una parte, attendi che il processo finisca. Subito dopo che la parte è finita, può i processo partire con la prossima parte immediatamente? Oppure il processo deve attendere? Anche una piccola attesa delle parti o trasporto può fare la differenza. Dalla mia esperienza è possibile osservare dei tempi di attesa da 15 minuti ad 1 secondo o meno. Questi piccoli tempi di attesa determinano la direzione del collo di bottiglia.
Naturalmente, se la parte successiva è processata senza alcun ritardo, non possiamo osservare la direzione del collo di bottiglia. Questo, ad ogni modo, non è usualmente un problema, come vedremo dopo.
Osservando gli inventari
Se l'inventario è vuoto o piuttosto vuoto, il collo di bottiglia è probabilmente "a monte". Se l'inventario è pieno o piuttosto pieno, il collo di bottiglia è probabilmente "a valle".
La direzione del Bottleneck dagli inventari
Nuovamente, una semplice osservazione degli inventari ci dice la direzione del collo di bottiglia. Osservando un processo usualmente questo ci da una idea chiara della direzione del collo di bottiglia. Gli inventari, dall'altra parte, ci danno una direzione preferita del collo di bottiglia. Più l'inventario è vuoto, più la direzione preferenziale del collo di bottiglia è "a monte". Più l'inventario è pieno, più la direzione preferenziale è "a valle".
Sappiamo quando un inventario è vuoto. Se l'inventario ha un limite definito, per esempio con una FIFO lane, sappiamo anche quando l'inventario è pieno. Purtroppo, non tutti gli inventari hanno un un limite superiore definito. In qualche caso il limite dipende dagli spazi che il lavoratore trova per "stoccare il materiale". In questo caso, la definizione di "pieno" dipende dal "feeling" del lavoratore. Non è un metodo perfetto ma è buono abbastanza.
Dall'esperienza pratica, si può dividere la capacità dell'inventario per tre.
Se l'inventario è pieno per un terzo o meno, il collo di bottiglia è "a monte".
Se l'inventario è tra un terzo o due terzi, non possiamo conoscere la direzione del collo di bottiglia.
Se l'inventario è più di 2/3, allora il bottleneck è "a valle".
Dov'è dunque il collo di bottiglia?
Camminando lungo la linea di produzione ed osservando la direzione del collo di bottiglia in postazioni multiple, possiamo individuare la posizione corrente del collo di bottiglia. Usualmente, disegno una freccia nella direzione del collo di bottiglia. Quando due frecce puntano una verso l'altra ci dovrebbe essere il collo di bottiglia nel mezzo.
Per gli esempi seguenti utilizzo un semplice sistema consistente in 4 processi e 5 inventari FIFO con un massimo di capacità di 4 parti ciascuno come mostrato sotto. Per gli inventari, poso considerare 0 o 1 come indicazione di collo di bottiglia a monte. 3 o 4 come collo di bottiglia a valle. Se ci sono 2 parti nell'inventario, non possiamo definire la direzione del bottleneck.
Esempi di Sistemi con Collo di Bottiglia
A) Caso Ideale: Un Collo di Bottiglia con tutti i dati coerenti.
Nel caso ideale, noi possiamo osservare la direzione del collo di bottiglia ad ogni processo e ad ogni inventario osservato. Tutte le direzioni puntano a quel processo. L'esempio è mostrato di seguito. La direzione del collo di bottiglia, basato sull'inventario si vede chiaramente.
 |
| Caso Ideale: Dati Coerenti |
Se ne deduce che tutte le frecce puntano al processo P2. Questo processo è di sicuro il collo di bottiglia al momento dell'osservazione.
B) Caso Reale: Dati Incoerenti.
Nella realtà, naturalmente, si possono avere data non chiari per tutte le osservazioni. Dalla mia esperienza, questo non normalmente un problema. Anche se qualche direzione non è chiara, si può ancora avere una buona osservazione di dove sia il collo di bottiglia.
Nell'esempio sottostante non c'è un set completo di direzioni. Ad ogni modo tutte le frecce puntano al processo P2 che deve essere il collo di bottiglia.
 |
| Caso Reale: Dati Incoerenti |
C) Più di un collo di bottiglia.
Naturalmente c'è anche la possibilità di 2 colli di bottiglia allo stesso momento, come mostrato nell'immagine sottostante.
 |
| Più di un collo di bottiglia. |
Questo è il caso di quando il collo di bottiglia è estremamente dinamico. Non è possibile sapere se il collo di bottiglia si muova da P2 a P4 o da P4 a P2.
Per esempio, potrebbe essere un fermo temporaneo al processo P4 che influenza i processi a lui vicino. Ad ogni modo, il problema puo' essere risolto prima che venga influenzato il processo P2. Ad ogni modo, sappiamo che il collo di bottiglia non è nè il processo P1 nè il processo P2.
Una situazione molto simile è mostrata sotto, ora i 2 colli di bottiglia potenziali sono adiacenti uno all'altro. Nuovamente, l'osservazione è valida sebbene non sia possibile conoscere la direzione del movimento del collo di bottiglia tra i 2 processi.

D) Collo di Bottiglia Fuori dal Sistema.
Un altra possibilità è che il collo di bottiglia è fuori dal sistema osservato. Nell'esempio sotto riportato, la fornitura del materiale è carente. Il sistema non puo' fare molto, il collo di bottiglia è il fornitore.

E' possibile osservare un caso simile dove sia la domanda a vincolare il sistema.
Teoricamente si potrebbe indicare il cliente come collo di bottiglia. Il cliente potrebbe offendersi ma io preferisco avere un (piccolo) collo di bottiglia prossimo al cliente piuttosto che avere frequenti "Stock Out".
E) Collo di Bottiglia in un processo secondario non osservato.
L'ultima possibilità è molto interessante. Le frecce puntano ad un luogo dove non c'è alcun processo. Cosa è accaduto?

Ci sono 3 possibilità:
1) Il collo di bottiglia si è mosso durante l'osservazione. In altre parole si è osservato tra i processi P2 e P3 mentre il collo di bottiglia si è mosso da P3 a P2.
2) Errore di misura. Puo' accadere.
3) Basato sulla mia esperienza è il caso più probabile: Abbiamo mancato di osservare un processo. Da qualche parte tra P2 e P3 c'è un altro processo, magari piccolo, che vincola il sistema. Potrebbe essere un piccolo processo logistico, la velocità di un nastro o altri processi secondari di trasporto.
Normalmente io ho trovato circa il 30% dei colli di bottiglia in processi secondari di questo tipo. Poiché nessuno normalmente si interessa dei processi minori, questi diventano colli di bottiglia molto di frequente. Questo è uno dei punti di forza del "Bottleneck Walk": Si possono trovare colli di bottiglia in posti dove non avresti nemmeno guardato.
Il "Bottleneck Walk" descritto fino ad ora descrive come trovare il collo di bottiglia al momento dell'osservazione. Il prossimo post "Bottleneck Walk - Parte 2" andrà in dettaglio come stabilire la "big picture" e darà consigli aggiuntivi sulla ricerca del collo di bottiglia con una lista di vantaggi e svantaggi.
LeanLab Staff.
Approfondisci altri argomenti con il nostro
Libro degli Esercizi Lean!
Post Precedenti sull'argomento:









Nessun commento:
Posta un commento